- Portada
- Sobre
- Productos
- Proyecto
- Fábrica
- Noticias
- Servicios
- Calidad
- Contáctenos.
 Español
Español
Español
 EnglishEspañol
EnglishEspañol Русский
РусскийNuestros socios se encuentran en Asia sudoriental, Oriente Medio, Europa, África, América del Sur, Oceanía y más de 100 países y regiones.

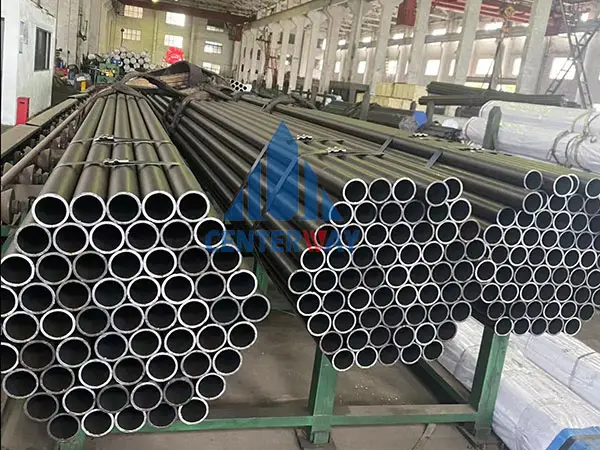
Laminador en frío
10 líneas de producción de laminación en frío con una producción anual de 30.000 toneladas, de las cuales 1 para 280, 150, 110, 90, 60 y 30 unidades;
Especificación del producto: diámetro exterior φ20 ~ 273 mm, espesor de la pared 1,0 ~ 32 mm.




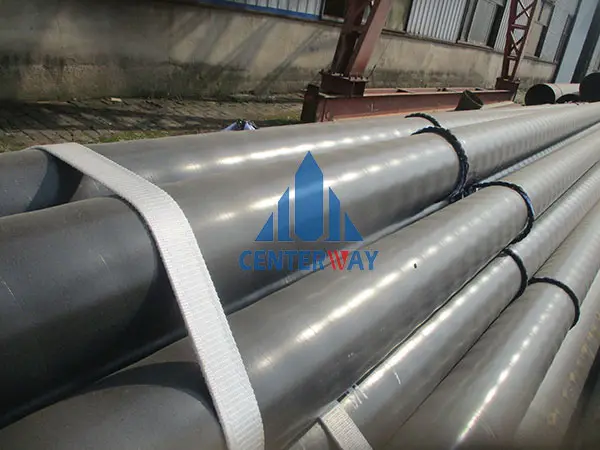
Molino de estiramiento en frío
8 máquinas de estiramiento hidráulico y de cadena de 10 a 200 toneladas;
Especificación del producto: diámetro exterior φ20 ~ 273 mm, espesor de la pared 1,0 ~ 26 mm, longitud ≤ 25000 mm;
El producto tiene una amplia gama de tamaños y especificaciones flexibles; El diámetro exterior es de alta precisión y se puede producir en lotes pequeños.




Equipo de decapado y desengrasado
El sistema de desengrasado ácido en el taller de extrusión y laminación en frío incluye 3 tanques de decapado ácido sulfúrico, 3 tanques de decapado mixto, 2 tanques de desengrasado, 2 tanques de agua caliente, 4 tanques de limpieza, 1 tanque de blanqueamiento, 1 tanque de pasivación y 1 tanque de neutralización.
La capacidad de decapado y desengrasado de un solo tanque es de 4 T / h;
Está equipado con un sistema de recuperación de ácido residual, un sistema de tratamiento de aguas residuales que contienen ácido y un sistema de tratamiento de niebla ácida.

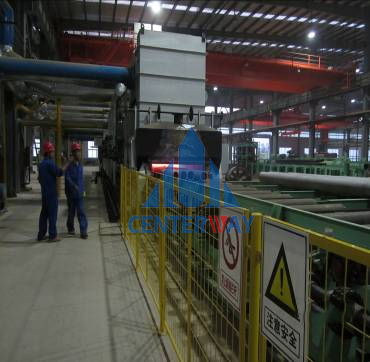
Horno de recocido
El recocido no oxidativo de la pieza de trabajo se realiza mediante el método de calentamiento eléctrico, pre - bombeo, atmósfera de protección al vacío y horno de recocido esferoidizado isotérmico. El equipo tiene las características de bajo consumo de aire, bajo consumo de energía, limpieza de procesos posteriores, alta velocidad de calentamiento, uniformidad, etc. el tiempo de recocido se acorta en gran medida, la pieza de trabajo se oxida y decarburiza después del recocido, y la profundidad de la capa de carbono magro es inferior a 0,05 mm.