Каковы перспективы рынка труб прецизионной стали?
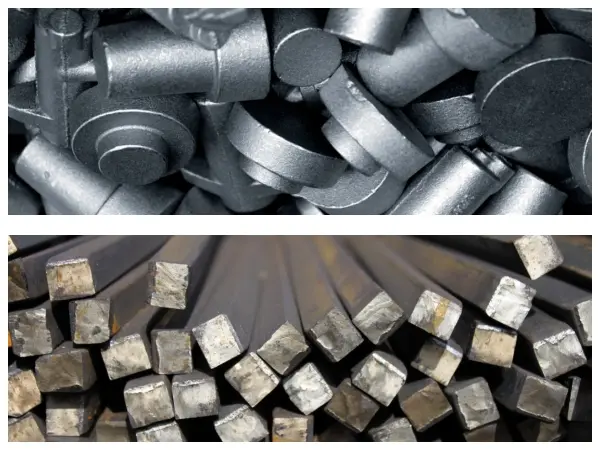
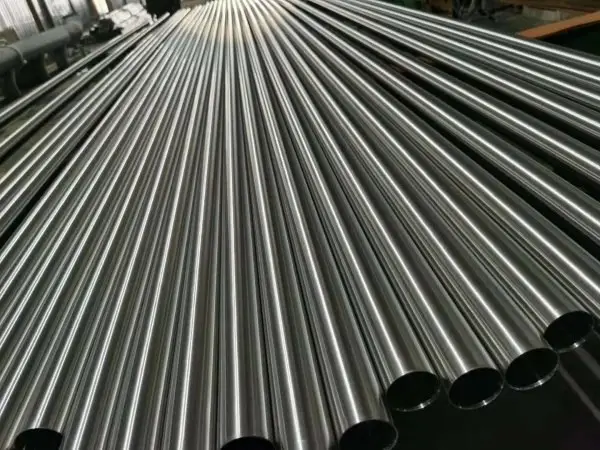
Прецизионная стальная труба является своего рода высококачественной, прецизионной стальной трубкой продукции, с высокой прочностью, высокой абразионной устойчивостью, коррозионной устойчивостью и другими преимуществами, широко используется в аэрокосмической, автомобильной, машиностроительной, нефтехимической, медицинской и других областях. В связи с быстрым развитием обрабатывающей промышленности китая и модернизацией структуры промышленности спрос на прецизионные стальные трубки постепенно растет, и перспективы развития рынка весьма широки.

 Русский
Русский
 English
English Español
Español